







Mobilni CNC vrtalni stroj za plošče z dvojno mizo PD16C




| Predmet | Ime parametra | Vrednost parametra |
| Ploščavelikost | Ploščadebelina prekrivanja | Maks. 80 mm |
| Širina*dolžina | 1000 mm × 1650 mm 1 kos | |
| 825 mm × 1000 mm 2 kosa | ||
| 500 mm × 825 mm 3-delni | ||
| Premer svedra | Φ12mm-Φ50mm | |
| Metoda s spremenljivo hitrostjo | Brezstopenjska sprememba hitrosti z inverterjem | |
| Hitrost vrtenja()RPM) | 120-560 vrt/min | |
| Obdelava vira | Hidravlična brezstopenjska regulacija hitrosti | |
| Ploščavpenjanje | Debelina vpenjanja | 15-80 mm |
| Število vpenjalnih valjev | 12个 | |
| Vpenjalna sila | 7,5 kN | |
| Motor | Vretenski motor | 5,5 kW |
| Motor hidravlične črpalke | 2,2 kW | |
| Motor transporterja sekancev | 0,4 kW | |
| Motor hladilne črpalke | 0,25 kW | |
| Servo motor osi X | 1,5 kW | |
| Servo motor osi Y | 1,0 kW | |
| Velikost stroja | Dolžina*širina*višinat | približno3160*3900*2780 mm |
| Wight | Stroj | približno 4000 kg |
| Sistem za odstranjevanje odrezkov | približno 400 kg | |
| Možganska kap | Os X | 1650 mm |
| Os Y | 1000 mm |
1. Ta stroj je sestavljen predvsem iz postelje, portala, transpozicijske mize (dvojne mize), vrtalne glave, hidravličnega sistema, krmilnega sistema, centraliziranega sistema mazanja, sistema za odstranjevanje odrezkov, hladilnega sistema, hitrovpenjalne glave itd.
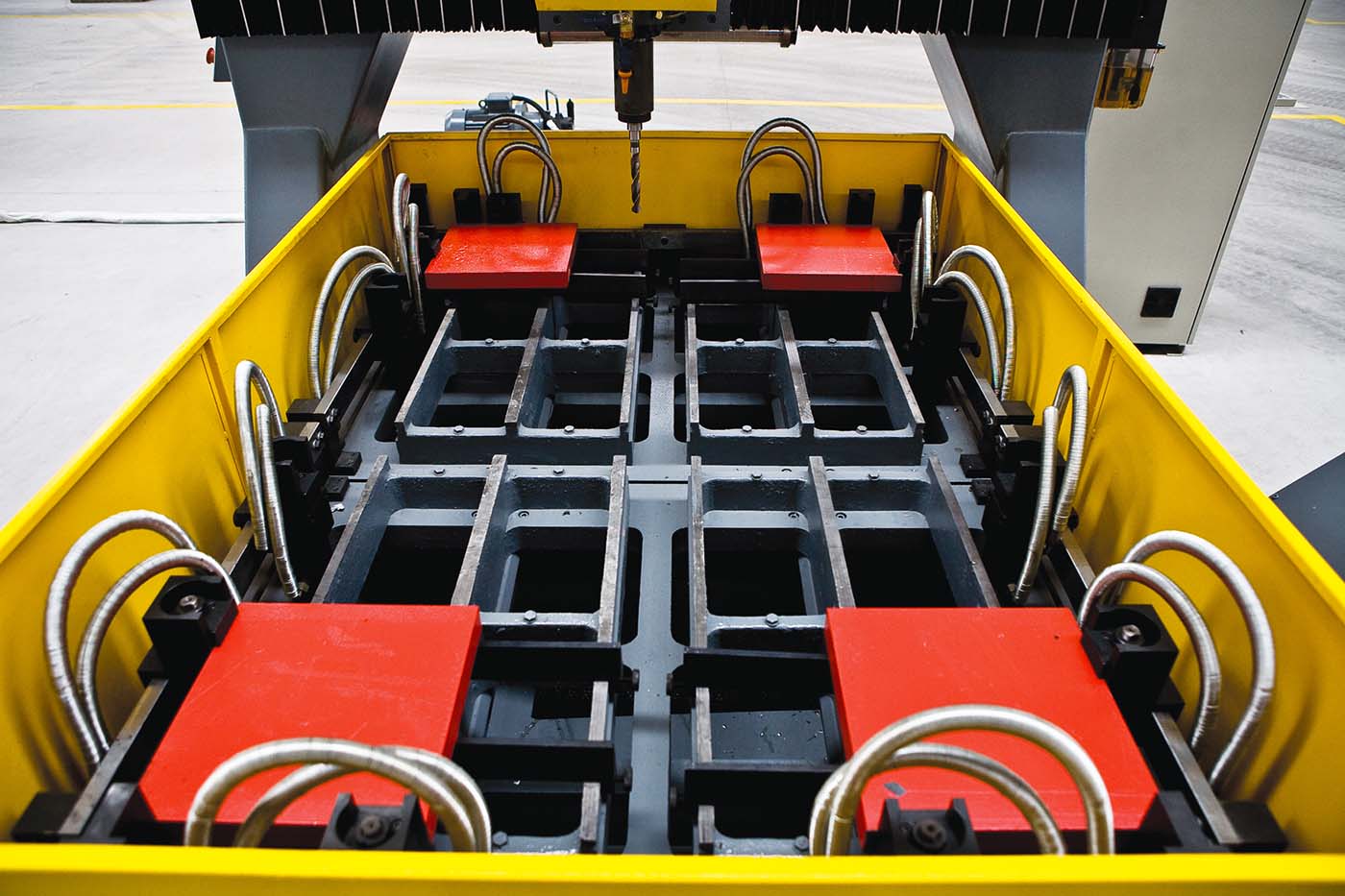
2. Ta stroj ima obliko fiksne postelje in premičnega portala. Portal, postelja in delovna miza so varjene konstrukcije, po obdelavi s staranjem pa je natančnost stabilna. Plošča je vpeta s hidravličnimi sponkami, upravljavec pa se upravlja z nožnim stikalom, kar je priročno in prihrani delo;


3. Ta stroj ima 2 CNC osi: gibanje portala (os x); gibanje vrtalne glave na nosilcu portala (os y). Vsako CNC os vodi precizno linearno valjčno vodilo, ki ga neposredno poganja AC servo motor + kroglični vijak. Prilagodljivo gibanje in natančno pozicioniranje.
4. Hidravlična vrtalna glava z avtomatskim krmiljenjem hoda je patentirana tehnologija našega podjetja. Pred uporabo ni treba nastavljati nobenih parametrov, pretvorba med hitrim previjanjem naprej, delovnim previjanjem naprej in hitrim previjanjem nazaj pa se izvede samodejno s kombiniranim delovanjem elektrohidravlike.
5. Ta stroj uporablja centraliziran sistem mazanja namesto ročnega upravljanja, da se zagotovi dobro mazanje funkcionalnih delov, izboljša delovanje stroja in podaljša njegova življenjska doba.
6. Krmilni program uporablja zgornjo programsko opremo za računalniško programiranje, ki je usklajena s programabilnim krmilnikom, ki ga je neodvisno razvilo naše podjetje.



Kratek profil podjetja  Informacije o tovarni
Informacije o tovarni  Letna proizvodna zmogljivost
Letna proizvodna zmogljivost  Trgovinska sposobnost
Trgovinska sposobnost 





