





PUL14 CNC stroj za prebijanje in označevanje U-kanalov in ravnih palic




| Delo materialrazpon | 80x43x5~140x60x8mm()U-kanal) |
| 40x3–80x8mm()Ploska palica) | |
| Materialtip | V235 |
| Nazivna sila prebijanja | 950KN |
| Največji premer prebijanjar | φ26mm()Okrogloluknja) |
| φ22x60mm()Ovalluknja) | |
| Število prebijanjpoložaji | 3 |
| Označevanje nazivne sile | 630KN |
| Številooznačevanjeskupine | 4 |
| Številooznačevanjena skupino | 10 |
| Znakvelikost | 14x10x19mm |
| Nazivna strižna sila | 750KN()trakovno jeklo) |
| 1000KN()Kanal-jeklo) | |
| Odrezanonačin | Samskistriženje z rezilom |
| Največsurovinadolžinath | 9m |
| Maksimalno končanomaterialdolžina | 3m |
| Natančnost obdelave | Izpolnjuje zahteve GB / T 2694-2010 |
| Način hlajenja | vodno hlajenje |
| Skupna moč opreme | 33KW |
| Dimenzije stroja | 27x9x2,2m |
| Neto teža | Približno 14tone |
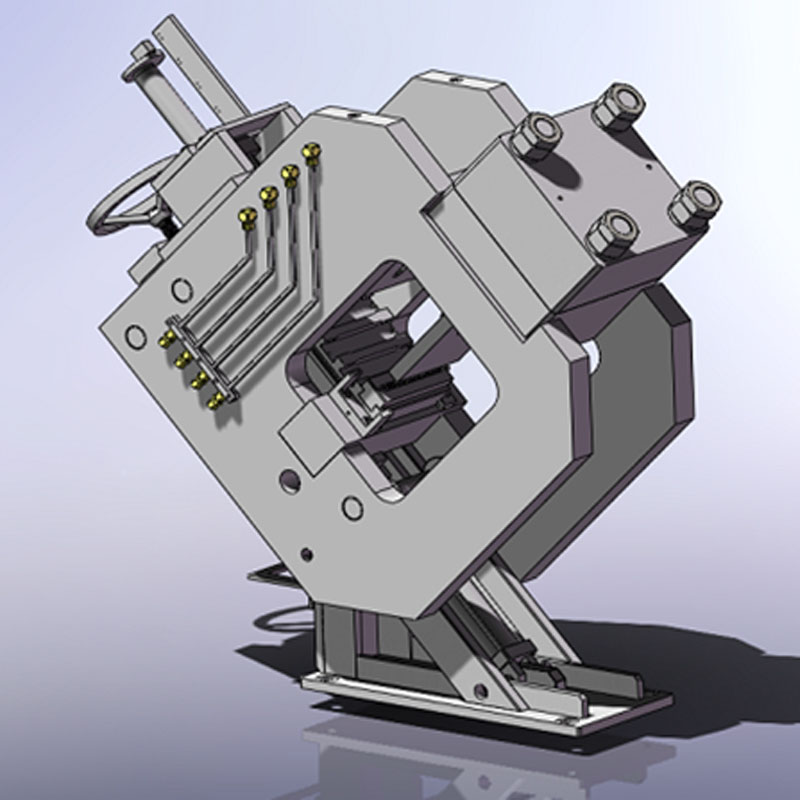
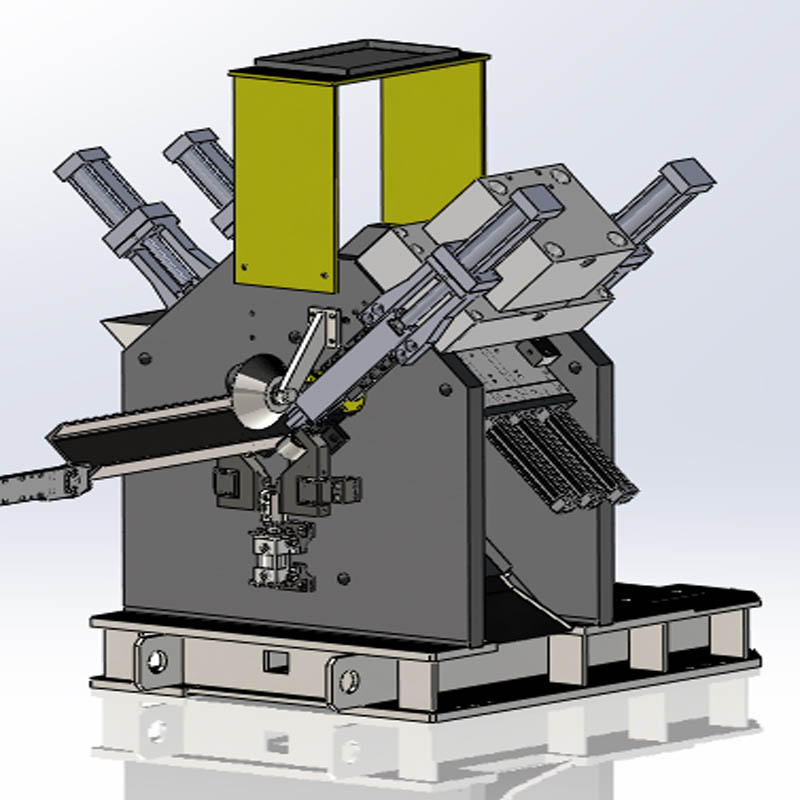
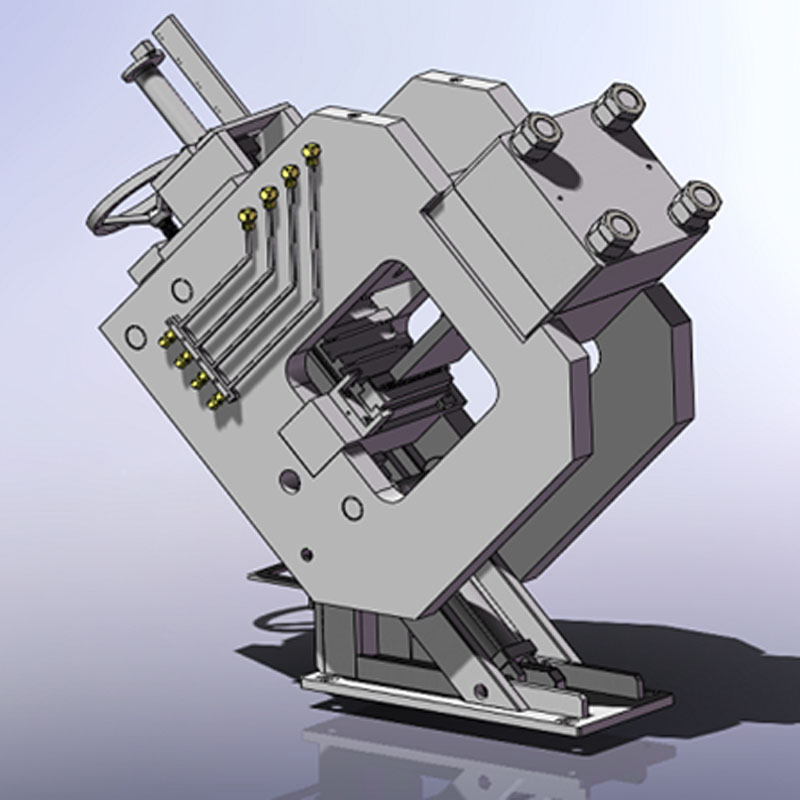
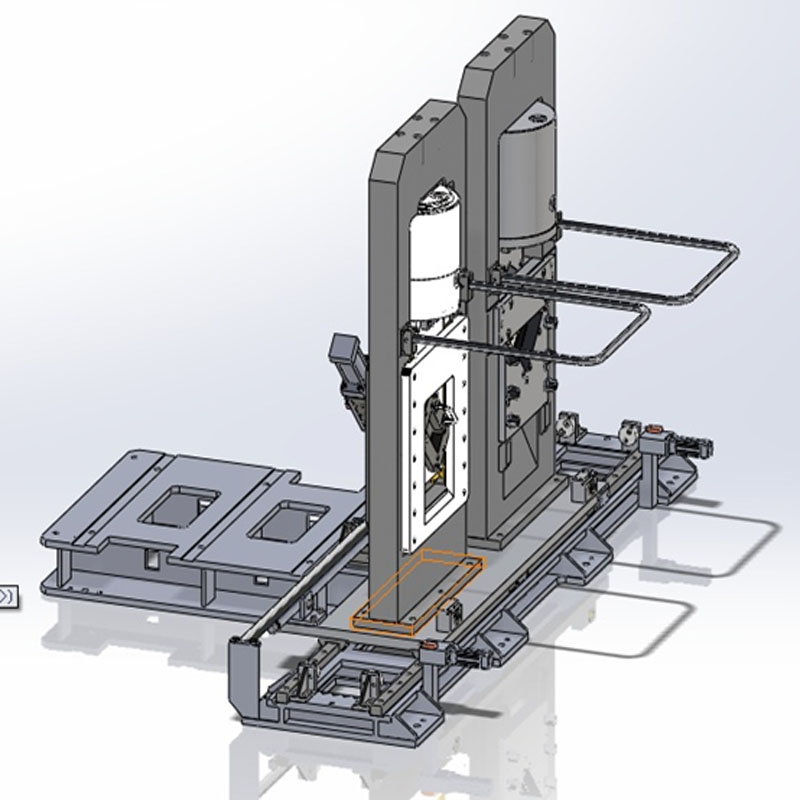
1. Glavni stroj je sestavljen iz označevalne enote, prebijalne enote in strižne enote
① Enota za označevanje ima zaprto ohišje. S štirimi zamenljivimi kasetami s znaki lahko vsaka kaseta sprejme 10 znakov; Material iz jeklenih profilov je mogoče označevati samo na tračnici.
② Enota za prebijanje ima zaprto telo, ki lahko v material preluknja tri luknje z različnimi premeri (okrogla in ovalna luknja).
③ Strižna enota je sestavljena iz dveh strižnih naprav: strižnikov z ravnimi palicami in strižnikov z utori. Za zagotavljanje čistega reza, priročnega prilagajanja rezalne reže in varčevanja z materialom je uporabljen mehanizem za rezanje z enim rezilom.
2. Material je vpet s pnevmatsko spono in se hitro premika za pozicioniranje. Material poganja servo motor in zobniška letev, z visoko natančnostjo pozicioniranja.
3. Prečni transporter je sestavljen iz štirih verig s premičnimi bloki in okvirja, verigo pa poganja motor preko reduktorja.
4. Izhodni transporter je sestavljen iz transporterja in valja. Ko končni material pride iz glavnega dela stroja, se zavrti in pošlje s proizvodne linije.
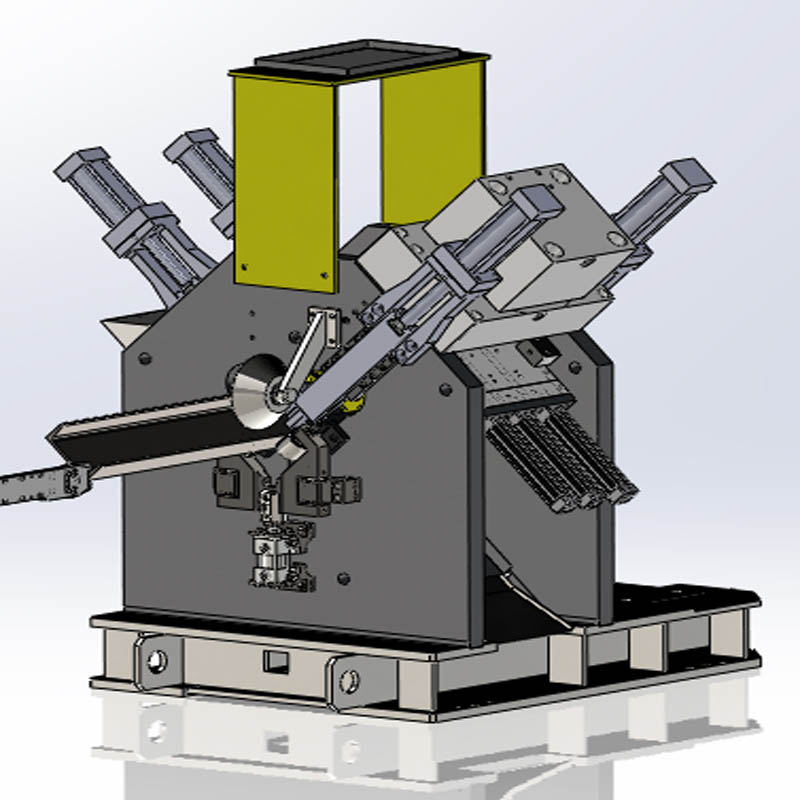
5. Stroj ima tri CNC osi: gibanje in pozicioniranje podajalnega vozička ter gibanje gor in dol ter pozicioniranje orodij za prebijanje.
6. Računalniško programiranje je enostavno in lahko prikaže grafiko materiala in koordinatno velikost položaja luknje, kar je priročno za pregled. Uporabljeno je zgornje računalniško upravljanje, ki močno olajša shranjevanje in klic programa; grafični prikaz; diagnosticiranje napak in oddaljeno komunikacijo.
7. Način hlajenja hidravličnega agregata: vodno hlajenje ali zračno hlajenje (neobvezno).
| NO | Ime | Blagovna znamka | Država |
| 1 | Servo motor AC | Delta/Schneider | Tajvan, Kitajska / Francija |
| 2 | PLC | Jokogava/ Schneider | Japonska / Francija |
| 3 | Vhodni modul | Jokogava/ Schneider | Japonska / Francija |
| 4 | izhodni modul | Jokogava/ Schneider | Japonska / Francija |
| 5 | Modul za pozicioniranje | Jokogava/ Schneider | Japonska / Francija |
| 6 | Kontaktor | Siemens | Nemčija |
| 7 | Stikalo motorja | Siemens | Nemčija |
| 8 | Podporna veriga | Kabel | Nemčija |
| 9 | Elektromagnetni razbremenilni ventil | ATOS | Italija |
| 10 | Razbremenilni ventil | ATOS | Italija |
| 11 | Elektrohidravlični smerni ventil | JUSTMARK | Tajvan, Kitajska |
| 12 | Vlečna plošča | AirTAC | Tajvan, Kitajska |
| 13 | Zračni ventil | AirTAC | Tajvan, Kitajska |
| 14 | Cilinder | SMC | Japonska |
| 15 | Dupleks | SMC | Japonska |
Opomba: Zgoraj navedeni dobavitelj je naš standardni dobavitelj. Če zgornji dobavitelj v posebnih primerih ne more dobaviti komponent, ga lahko zamenjamo z enako kakovostnimi komponentami druge blagovne znamke.



Kratek profil podjetja  Informacije o tovarni
Informacije o tovarni  Letna proizvodna zmogljivost
Letna proizvodna zmogljivost  Trgovinska sposobnost
Trgovinska sposobnost 

